我們的技術
對溫度控制有嚴格要求的物流和倉儲等行業是全球食物和物品供應鏈的核心基礎設施。我們相信冷鏈冷藏車輛系統技術所激發的創新將從根本上影響行業的發展,德維魯普魯冷冷藏車廂將努力成為冷鏈運輸技術革新的驅動者。我們的目標是使用創新技術減少冷藏運輸中的的能耗浪費和經濟成本,從而使客戶獲得更多的受益。
聚氨酯材料研發+冷藏車廂系統整體解決方案
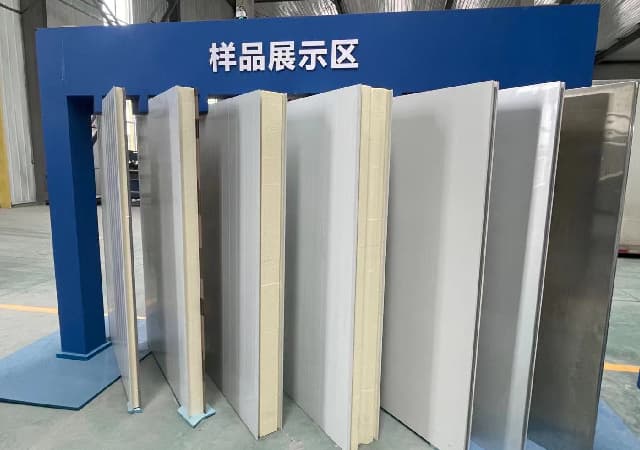
聚氨酯材料技術
我們研發的聚氨酯硬質泡沫導熱系數低、熱工性能好、阻燃性能高,徹底解決了當前聚氨酯在保溫領域中的難燃問 題,大大提高了阻燃系數 。

冷藏車廂系統解決方案
我們根據冷藏車廂容量,溫度要求,充分考慮車輛制冷系統的開發與匹配,結合當前車輛智能化、5G通訊及傳感技術,提供優異的冷鏈運輸車廂整體解決方案 。
我們的成績
我們為冷鏈冷藏運輸行業一體化,智能化發展創新創優,通過二十多年的探索,獲得了一系列的榮譽:ISO9001-2008質量管理體系認證,歐盟CE認證,“中國制冷學會會員單位”,中國優秀冷鏈物流裝備企業、“中國聚氨酯協會會員單位”,“中國倉儲協會會員單位”,“山東制冷學會理事長單位”,“聊城市企業技術中心”,“中國冷鏈50強”“優秀科技創新企業”等榮譽及諸多技術和產品專利。
0+
年研發投入150萬以上
0+
中高級職稱技術人員60余人
0+
三十多項技術專利






精心制造 高效如一
領先的生產裝備造就高質量產品,滿足客戶定制化需求。公司具備強大的冷庫墻板和設備制造實力,擁有全自動激光切割、模壓、噴膠、焊接等設備,生產效率和自動化水平行業領先,在短時間內保證高效而靈活的生產,創造卓越產品。
0輛
冷藏車
0㎡
聚氨酯板年產超過100萬平方
0+
冷庫門年產能超過五千套
0+
年產移動板房1000套
新型聚氨酯夾心板材自動生產線






冷暖相知 品質如一
客戶所期待的,是具有高水準、高質量的產品。為滿足客戶的需求,我們嚴格把關生產工序和服務,保證質量長久穩定。我們將生產、供應和服務的各階段納入質量管理中,整合為系統化的質量管理體系。利用各種精密測試設備和方法,對產品進行產品性能測試,滿足各種應用條件要求。
十大品質工序
合廂
1、各面板粘接牢固,粘接處平整,廂板粘接面間隙≤2mm,
各結合面涂膠均勻無漏涂、無縫隙,保證廂體密封性。
2、合廂鉚釘螺絲無歪斜,無漏裝,緊固到位。
3、各板材,附件清膠徹底,無合廂膠殘留。
密封膠施工
打膠均勻,寬度一致,無氣泡,無漏涂。
燈具安裝
1、燈具箱體兩端尺寸不大于900mm,中間均勻安裝,間距
不大于3000mm。
2、各燈具安裝牢靠,螺絲緊固,線路連接牢靠,無需連松脫
燈線。
反光板安裝
反光器紅白兩件為一組,廂體后側由白色開始向前依次安
裝,以白色結束,粘貼前清理粘接面無粉塵污染影響粘接質
量。每組之間間距150mm誤差≤10mm;后門框連續粘貼;
左右側板上角成倒“L”型粘貼。間距均勻、平直、牢靠。尾門
大反光板距地面≤2500mm、左右對稱、高度一致。
上裝
整車尺寸符合技術要求,廂體與底盤無干涉、摩擦;螺絲緊
固到位;無漏裝現象。
門膠條安裝
1、膠條與門板接觸緊密,四角周正,中間平直,膠條與后門
框接觸緊密平整。
2、鉚釘與壓條端部距離不大于150mm,中間間距100mm,
內裝飾條鉚釘間距200mm。
3、膠條外槽用L型壓條,內槽用平壓條,門板內裝飾用L型壓
條,四角45度連接。壓條允許拼接,但拼接段長度不小于
500mm。壓條端部距門板四角不得大于10mm,壓條拼接處
不得有縫隙。
包邊安裝
1、包邊與廂體接觸嚴密無縫隙,平直不得彎曲。
2、包邊允許拼接,拼接縫平直,包邊與后門框及前包邊縫隙
要平直,縫隙小于2mm。
3、頂部包邊與廂體打膠密封。
標識粘貼
粘貼位置一致,無歪斜、褶皺、氣泡;后門粘貼標識為門板左
右居中;左右門板對稱張貼、高度一致。
整車美容
各廂板及附件清理徹底無污染;廂內及頂外無異物殘留。
整車接電
各燈具工作正常;線路連接牢靠,無虛連、松脫、燈線緊繃受
力現象;燈線固定牢靠,線路固定牢靠,無裸露不影響整車
外觀。